e-PSP钢塑复合压力管与PPR管的连接需采用过渡技术,因两者材质和热膨胀系数差异较大(PPR管膨胀系数约1.8×10⁻⁴/℃,e-PSP管为1.2×10⁻⁵/℃),直接热熔易导致接口泄漏或失效。以下介绍智能电磁熔接+过渡管件连接方法及操作要点,适用于同材质e-PSP管之间或与双热熔过渡管件的PPR端连接。
一、操作步骤:
1.管材预处理:
用专用切管器垂直切割e-PSP钢塑复合压力管材,确保端面平整无毛刺。
清洁PPR管与过渡管件的熔接面,去除油污及灰尘。
2.安装过渡管件:
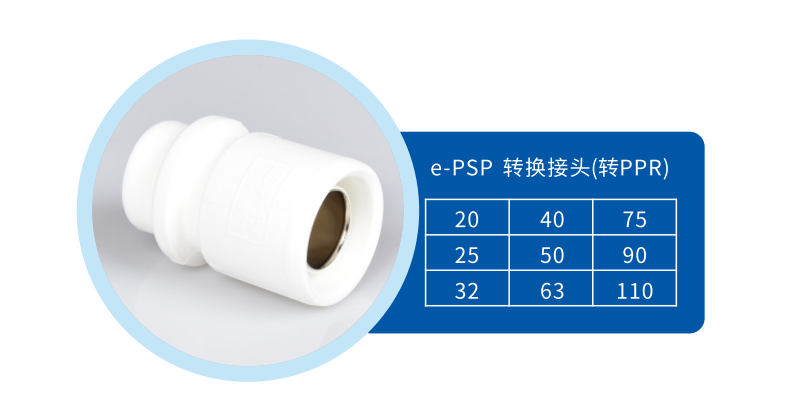
选择带PPR接口的双热熔电磁管件(如e-PSP→PPR热熔转换接头)。
将PPR管接入e-PSP管件的PPR端(热熔或借助螺纹管件),e-PSP管插入管件的e-PSP端。
e-PSP转换接头(如下图)

3.智能电磁熔接:
用e-PSP钢塑复合压力管智能电磁熔接器夹住管件与e-PSP管连接处。启动设备,高频电磁场(20-30kHz)加热中间钢带,使内外层PPR熔融(210±10℃),熔接时间约几十秒至数分钟(因管径大小而异)。
4.冷却定型:
保持压力冷却5-20分钟,形成全塑密封接头,强度达管体90%以上。
二、智能电磁熔接+过渡管件连接方法优势
杜绝端面腐蚀风险,寿命50年;适用于管井、高空等狭小空间。
三、风险提示:禁用直接连接方式
物理性能冲突:直接热熔会导致:熔融温度差异(PPR熔点为260℃,e-PSP钢塑复合压力管外层PPR熔点相同但钢层导热快)。
冷却收缩率不同,接口应力开裂风险>60%。
建议优先选用e-PSP钢塑复合压力管原厂双热熔过渡管件配套施工,确保系统兼容性。
 鄂公网安备42130002000500号
鄂公网安备42130002000500号 热线
热线
 微信
微信